








Характеристики:

 Китай
Китай
область применения
Сверлильно-присадочные станки с ЧПУ предназначены для высокоточного сверления сквозных и глухих отверстий в торцах и плоскостях мебельных заготовок. Такое оборудование позволяет получить очень точные и четко соответствующие необходимым размерам детали с большим количеством отверстий, без сколов.
Система управления станком на базе промышленного компьютера, позволяет выполнение любых карт присадки с шести сторон за один проход детали, фрезерование прямых и криволинейных пазов с помощью верхнего и нижнего фрезерных агрегатов, возможность работы со сканером штрих-кода, в разы ускоряет производительность технологического процесса.
преимущества
- Магазин для автоматической смены инструмента на верхнем фрезерном шпинделе для удовлетворения различных технологических потребностей: шестистороннее сверление, фрезерование, паз под световой провод, паз под световую ленту, паз для верхних и нижних петель, паз для невидимого соединителя и т. д.)
- В середине верхней сверлильной головы имеется дополнительное аспирационное отверстие, чтобы решить проблему попадания пыли на поверхность заготовки.
- Верхний шпиндель оснащен горизонтальным пильным диском и вертикальной фрезой. Пильный диск предназначен для горизонтального паза, для производства заготовок с пазом для светодиодной ленты, боковой ручкой и других процессов.
- Минимальный размер обрабатываемой заготовки - 70X30 мм.
- Подающий захват имеет уникальную конструкцию с отверстием в середине, таким образом, что небольшая заготовка в положении захвата может быть просверлена в центре.
- Интеллектуальная система бокового выравнивания.
- В нем используется прецизионная зубчатая рейка. Точность зубчатой рейки составляет DIN6, и она шлифуется на прецизионном шлифовальном станке. Обладает высокой точностью и не требует специального обслуживания.
- Два захвата управляются сервоприводом для точного позиционирования. Когда захват быстро перемещается, нижняя пластина захвата опускается, чтобы избежать касания панели. Захват может быть оснащен функцией обдува, которая позволяет сдувать пыль с захвата и избегать защемления панели.
- Одновременная обработка верхнего и нижнего паза.
- Обработка двух плит одновременно.
- Функция моделирования может заранее смоделировать обработку заготовки, чтобы избежать неправильной работы.
- Анализ данных, подсчет времени обработки каждого сверла и фрезы до установленного времени использования и выдача запроса на замену инструмента.
- Функция статистики обработки: статистика информации QR-кода каждой панели, время начала обработки, время окончания, затраченное время и временной интервал размещения панелей для облегчения управления эффективностью работы сотрудников.
- Многоосевая система ЧПУ, многоканальная технология. Обработанные и ожидающие обработки файлы отображаются отдельно, что позволяет легко определить, не пропущен ли какой-либо процесс. В то же время, управление разгрузкой и обработкой использует многоканальную технологию управления, поэтому зажим возвращается в положение приема для захвата новой панели после того, как обработанная панель разгружена.
особенности конструкции
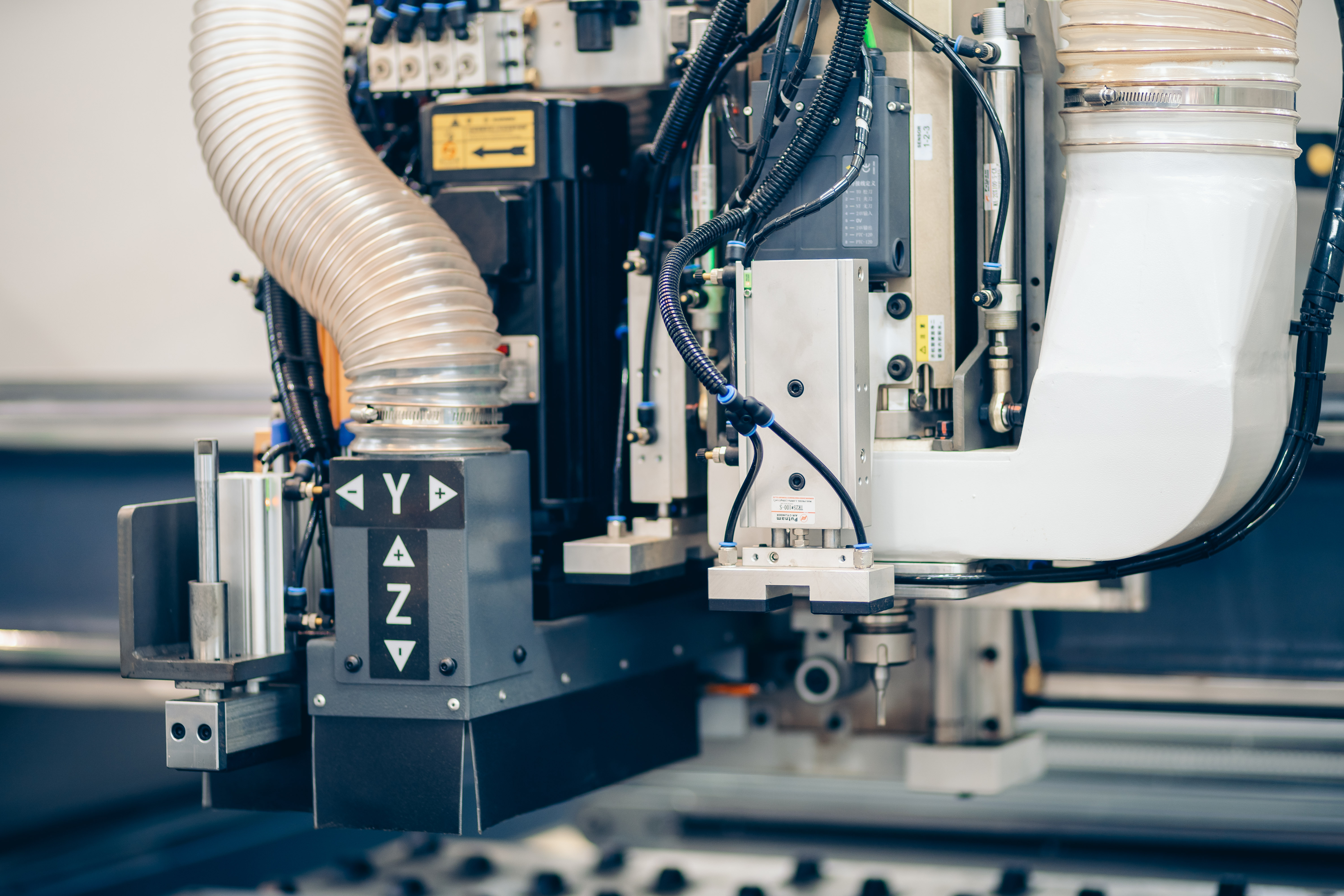
Схема расположения рабочих групп
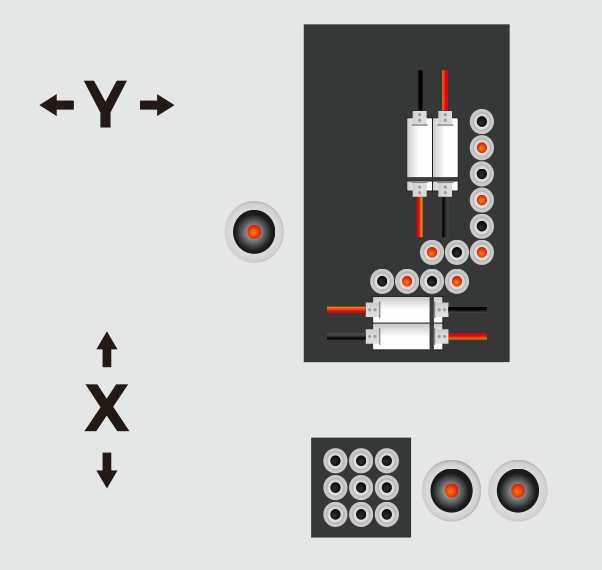
Верхняя голова:
- 12 вертикальных шпинделей, 8 горизонтальных;
- 1 фрезерный шпиндель;
- 1 пазовая пила для боковых пазов.
- Нижняя голова:
- 9 вертикальных шпинделей;
- 1 фрезерный шпиндель.
Система сканирования
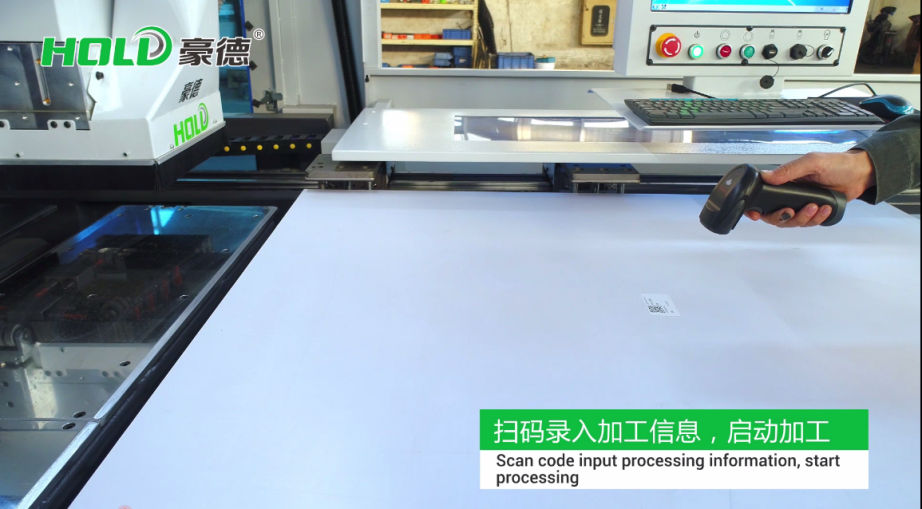
Сканер для работы со штрих-кодами и QR-кодами автоматически загружает графические файлы и сокращает время перехода на различные карты присадки. Позволяет экономить рабочее время.
Интерфейс управления
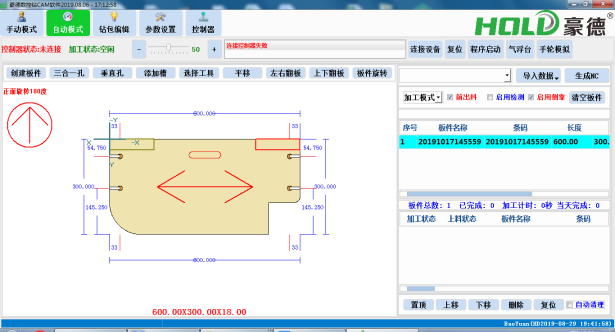
Операционное программное обеспечение на базе Windows. Мощное, простое в управлении.
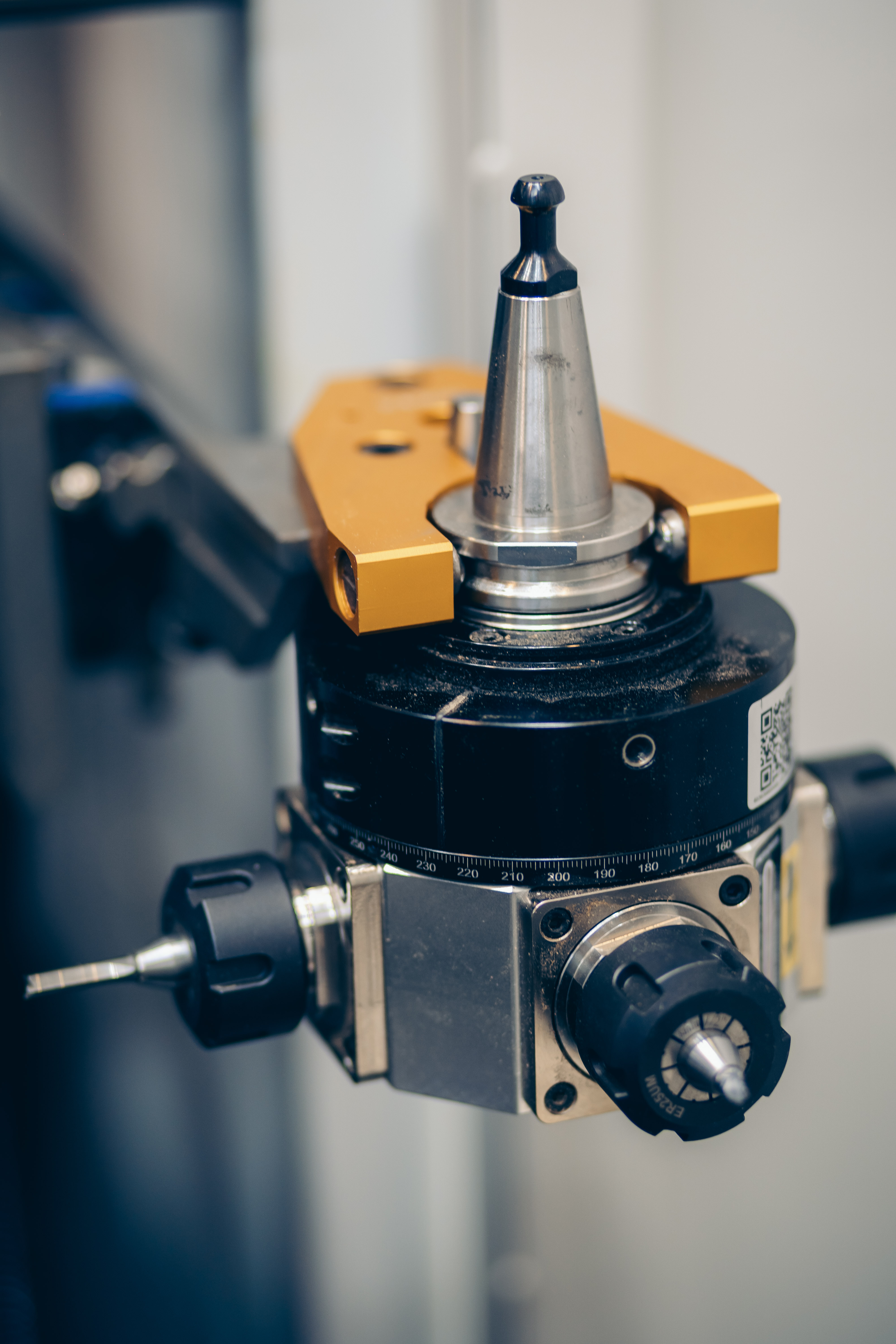
Автоматическая смена инструмента
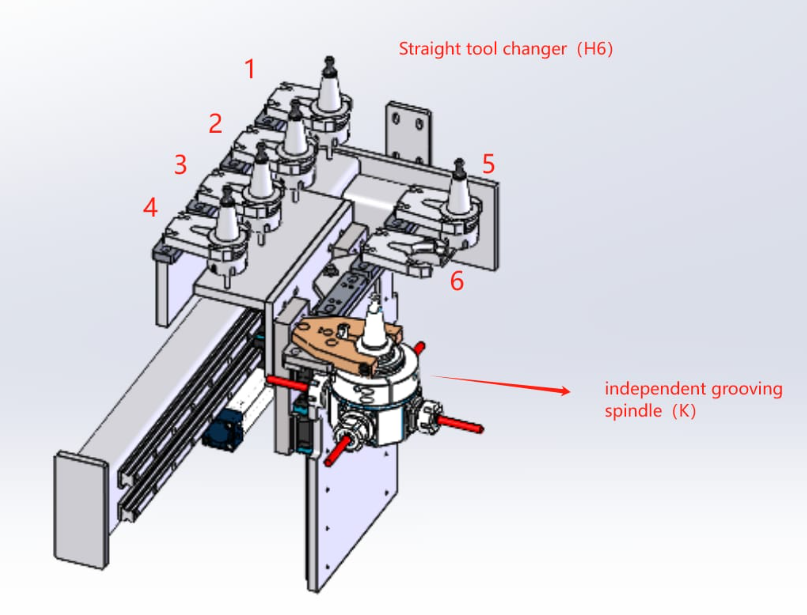
Автоматическая смена инструмента на 6 позиций
Торцевой фрезерный агрегат
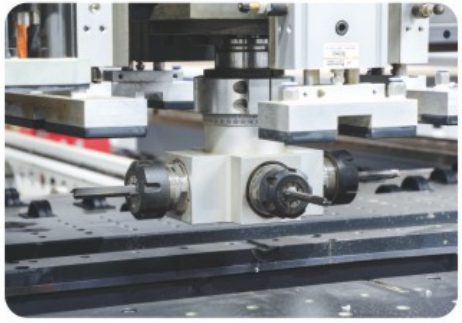
Торцевой фрезерный агрегат
Интеллектуальный боковой упор

Боковой упор для дополнительной поддержки детали во время операций обработки. Автоматическое позиционирование в зависимости от ширины панели.
Прецизионный направляющий рельс

Направляющий рельс при изготовлении обрабатывается на крупногабаритном портальном обрабатывающем центре с ЧПУ, с высокой точностью, что позволяет обеспечить стабильность хода при высокоскоростной работе станка.
Двойной захват

Два захвата управляются сервоприводами и обеспечивают точное позиционирование. Когда захват быстро перемещается, нижняя пластина захвата опускается, чтобы избежать касания панели.
Захват имеет функцию обдува, для удаления пыли/стружки во избежание повреждения заготовки
Ресивер для сжатого воздуха

Большой объем ресивера обеспечивает стабильную подачу сжатого воздуха.
Усилитель давления воздуха

Обеспечивает стабильное давление сжатого воздуха в системе, что повышает качество обработки
Высокоточная рейка и шестерня
Стойка 2M имеет высокие технические характеристики, большую поверхность контакта, сильную несущую способность и стабильную передачу.
Автоматическая система смазки
Регулируемая автоматическая смазка продлевает срок службы оборудования.
Электрокомпоненты системы управления

Низковольтное электрооборудование выбирается из известных мировых брендов, которые обладают сильной способностью защиты от помех и обеспечивают более плавную и стабильную работу оборудования.
Система управления сервоприводом

Высокопроизводительный сервопривод с шиной и двигателем абсолютного значения, обладает высокой помехозащищенностью. Нет необходимости возвращаться к базовой точке, что позволяет избежать погрешности точности, вызванной помехами переключателя базовой точки
Воздушный рабочий стол

Рабочий стол загрузки заготовок с воздушной подушкой, защищает заготовку от повреждений и облегчает перемещение тяжелых габаритных заготовок.
Разгрузочный стол

Разгрузочный стол с приводным конвейером.
|
Размер обрабатываемых панелей |
|
|
Мин. ширина обрабатываемой панели, мм. |
30 |
|
Макс. ширина обрабатываемой панели, мм. |
1 200 |
|
Мин. длина обрабатываемой панели, мм. |
70 |
|
Макс. длина обрабатываемой панели, мм. |
3 300 |
|
Мин. толщина обрабатываемой панели, мм. |
9 |
|
Макс. толщина обрабатываемой панели, мм. |
55 |
|
Максимальная скорость позиционирования |
|
|
Макс. Скорость по оси X, м/мин. |
130 |
|
Макс. Скорость по оси Y, м/мин. |
100 |
|
Макс. Скорость по оси Z, м/мин. |
30 |
|
Макс. Скорость по оси A, м/мин. (скорость толкателей) |
60 |
|
Рабочие группы |
|
|
Количество сверлильных голов, шт. |
2 (сверху и снизу) |
|
Мощность верхнего фрезерного шпинделя, кВт. |
6 |
|
Мощность нижнего фрезерного шпинделя, кВт. |
6 х 2 |
|
Скорость вращения фрезерного шпинделя, об/мин. |
18 000 |
|
Конфигурация шпинделей верхней сверлильной головы |
12 вертикальных шпинделей 2+2 горизонтальных шпинделей по Х 2+2 горизонтальных шпинделей по Y 1 фрезерный шпиндель с пазовой пилой 1 Торцевой фрезерный агрегат |
|
Конфигурация шпинделей нижней сверлильной головы |
9 вертикальных шпинделей 2 фрезерных шпинделя |
|
Пазовая пила (торцевое расположение) |
|
|
Максимальная глубина паза, мм. |
8 |
|
Минимальная толщина панели для резки, мм. |
4 |
|
Общие параметры |
|
|
Система смазки |
Автоматическая |
|
Общая мощность, кВт. |
28,5 |
|
Питание |
380В / 50Гц |
|
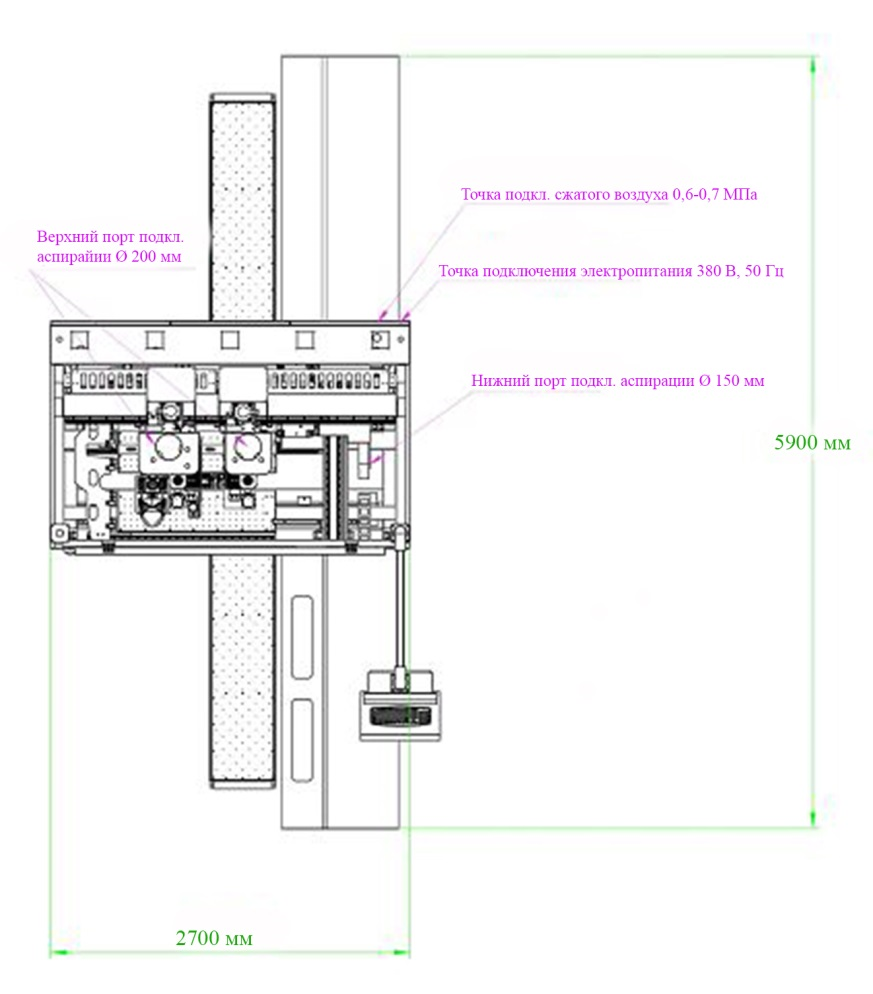
Габариты, мм. |
5900x2700x2500 |
|
Вес, кг. |
3300 |
Отзывы











 Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.
Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.