



Характеристики:

 Китай
Китай
область применения
Предназначен для точного и высокоскоростного облицовывания прямолинейных кромок мебельных щитов и заготовок. Может использоваться как на предприятии начального уровня, так и на крупносерийном производстве.
особенности конструкции
Система управления

Управление станком осуществляется с помощью специального пульта, оборудованным промышленным дисплеем с системой «Touch screen». Значки включения/выключения узлов и агрегатов на дисплее интуитивно понятны и не требуют специальных навыков для работы на станке.
Узел подачи разделительной жидкости

Предотвращает налипание клея на верхнюю и нижнюю пласть детали.
Узел прифуговки

Оснащен двумя высокочастотными двигателями, что обеспечивает качественную обработку торца материала перед приклеиванием кромки. Предварительное фрезерование убирает «ступеньку» от подрезной пилы, сколы и формирует ровную поверхность. Узел укомплектован 2-мя алмазными фрезами Ø125 мм. и высотой 40 мм.
Инфракрасная лампа нагрева

Предварительный нагрев торца заготовки для качественного приклеивания кромки. Это позволяет клею лучше растечься под кромкой, и сделать видимый шов тоньше, и аккуратнее.
Клеевая ванна
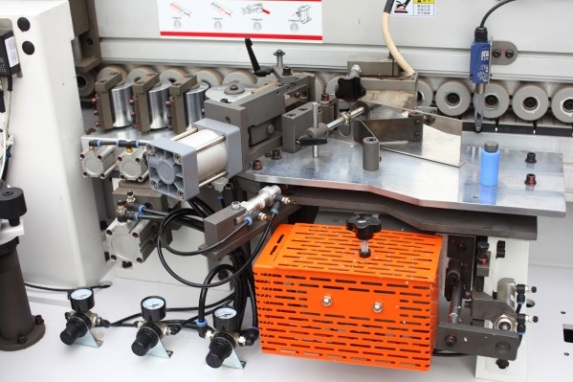
Нанесение клея осуществляется клеевым валом. Клеевой узел имеет точную регулируемую дозировку наносимого слоя.
Пресс группа
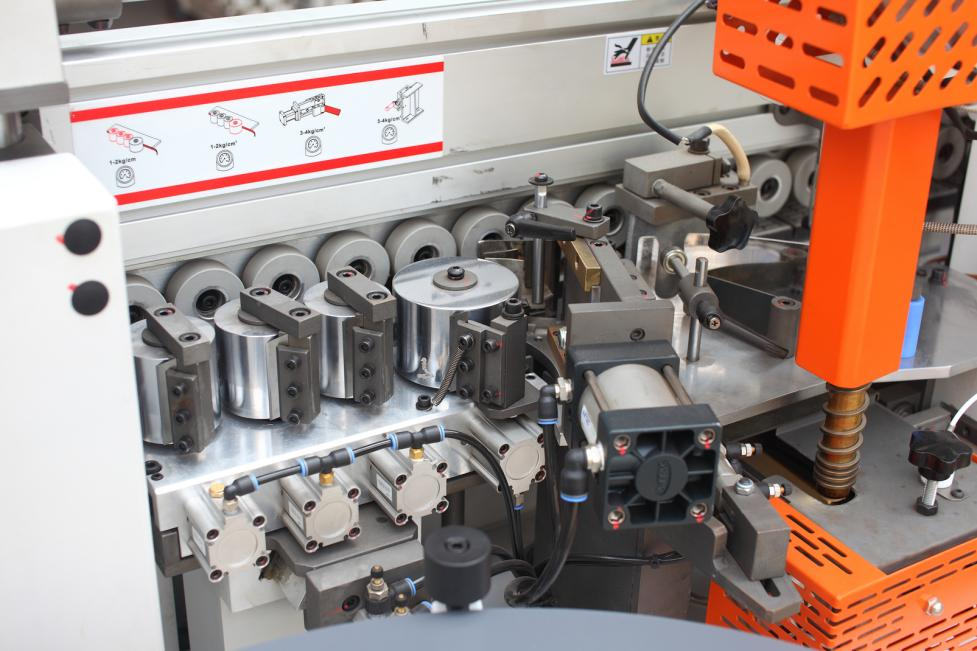
Пресс группа состоит из 4 роликов. Первый ролик моторизированный, все остальные допрессовочные. 2 ролика конические, сосредоточены на нижнем и верхнем участках детали, последний ролик цилиндрический. Давление на пресс группе задается с помощью пневматики, что гарантирует равномерное распределение усилий на кромку во время приклеивания. На всех роликах установлены специальные скребки для удаления остатков клея.
Узел торцевой обрезки
Оснащен двумя высокочастотными электродвигателями. Перемещение пильных узлов осуществляется по специальным направляющим, высокая точность и эффективность даже при максимальной скорости подачи заготовки.
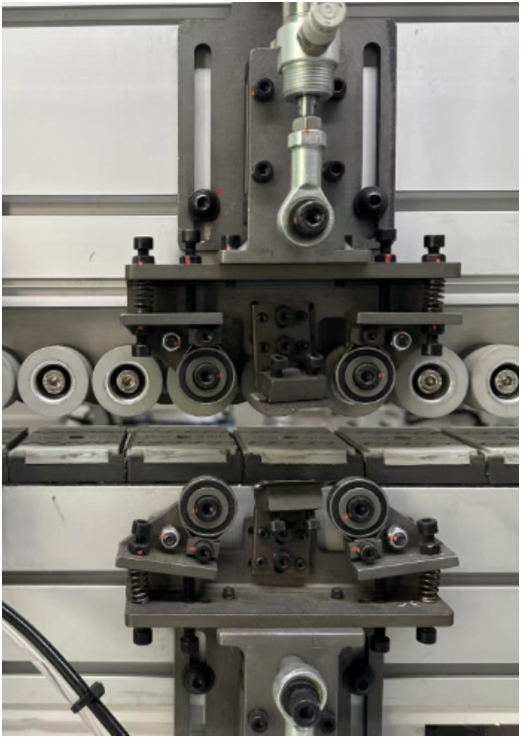
Фрезерный узел для снятия свесов кромки
 1. Черновой узел снятия свесов
1. Черновой узел снятия свесовБыстро и аккуратно удаляет свесы кромочного материала на верхней и нижней сторонах. Деталь отслеживается с помощью больших круглых копиров, установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
2. Чистовой узел снятия свесов (Пневмоперенастройка)
Обеспечивает финишное фрезерование для получения радиусного профиля. Деталь отслеживается с помощью больших круглых копиров, установленных на плавающем узле, эта конструкция предотвращает появление брака во время фрезеровки.
Узел кромочной цикли (Пневмоперенастройка)
Удаляет следы, оставленные фрезой для снятия свесов, делает края гладкими и ровными, придает кромке радиусную форму.
Узел клеевой цикли
Удаляет излишки клея с поверхности панели.
Узел подачи очистительной жидкости
Удаляет возможные загрязнения и помогает лучше обработать деталь в зоне полировки.
Узел полировки

Удаляет излишки клея, делает кромочную ленту более гладкой и чистой.
Система подачи

Цепной транспортёр приводится в движение редукционным двигателем. Мощность двигателя 2,2 кВт.
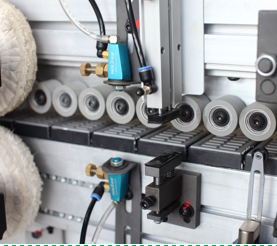
Выдвижной суппорт с прорезиненными роликами

Расположен параллельно подающему транспортеру. Он обеспечивает надежную поддержку деталей по всей длине конвейера.
|
Скорость подачи, м/мин. |
14-20-23 |
|
Толщина заготовки, мм. |
10-60 |
|
Минимальная ширина заготовки, мм. |
80 |
|
Минимальная длина заготовки, мм. |
120 |
|
Минимальный размер заготовки, мм. |
120x80 |
|
Толщина кромочного материала, мм. |
0,4 - 3 |
|
Пневматическая перенастройка на 2 толщины кромки |
Да |
|
Подъем/опускание прижимной балки |
Моторизированный |
|
Рабочее давление, МПа. |
0.6 |
|
Общая мощность, кВт. |
14,2 |
|
Питание |
380В / 50Гц |
|
Габариты, мм. |
6040х900х1700 |
|
Вес, кг. |
2000 |
Отзывы









 Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.
Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.