












Характеристики:

 Китай
Китай
область применения
Предназначен для точного и высокоскоростного облицовывания прямолинейных кромок мебельных щитов и заготовок. Может использоваться как на предприятии начального уровня, так и на крупносерийном производстве
Высокоэнергетический лазерный луч расплавит функциональный слой на обратной стороне кромкооблицовочной ленты, этот слой сплавляется с лицевым материалом, что обеспечивает настоящий эффект бесшовной кромки с суперадгезией, отличной устойчивостью к атмосферным воздействиям и прекрасным визуальным эффектом.
Лазерная система готова к использованию сразу после включения, без предварительного нагрева, что повышает коэффициент использования рабочего времени.
Полностью интеллектуальная система управления с 15 видами полезных функций, таких как передача данных в реальном времени, позволяет проверять состояние оборудования в реальном времени и экспортировать производственные отчеты с помощью одной клавиши.
В дополнение к лазерной кромкооблицовке есть второй клеевой узел для PUR/EVA.
Запатентованная лазерная система идеально совместима с кромками ABS, PP, акрилом.
Сервопривод подачи ленты: благодаря сервоуправлению он может осуществлять точную подачу ленты, уменьшать избыточное количество кромочной ленты и экономить затраты на материалы.
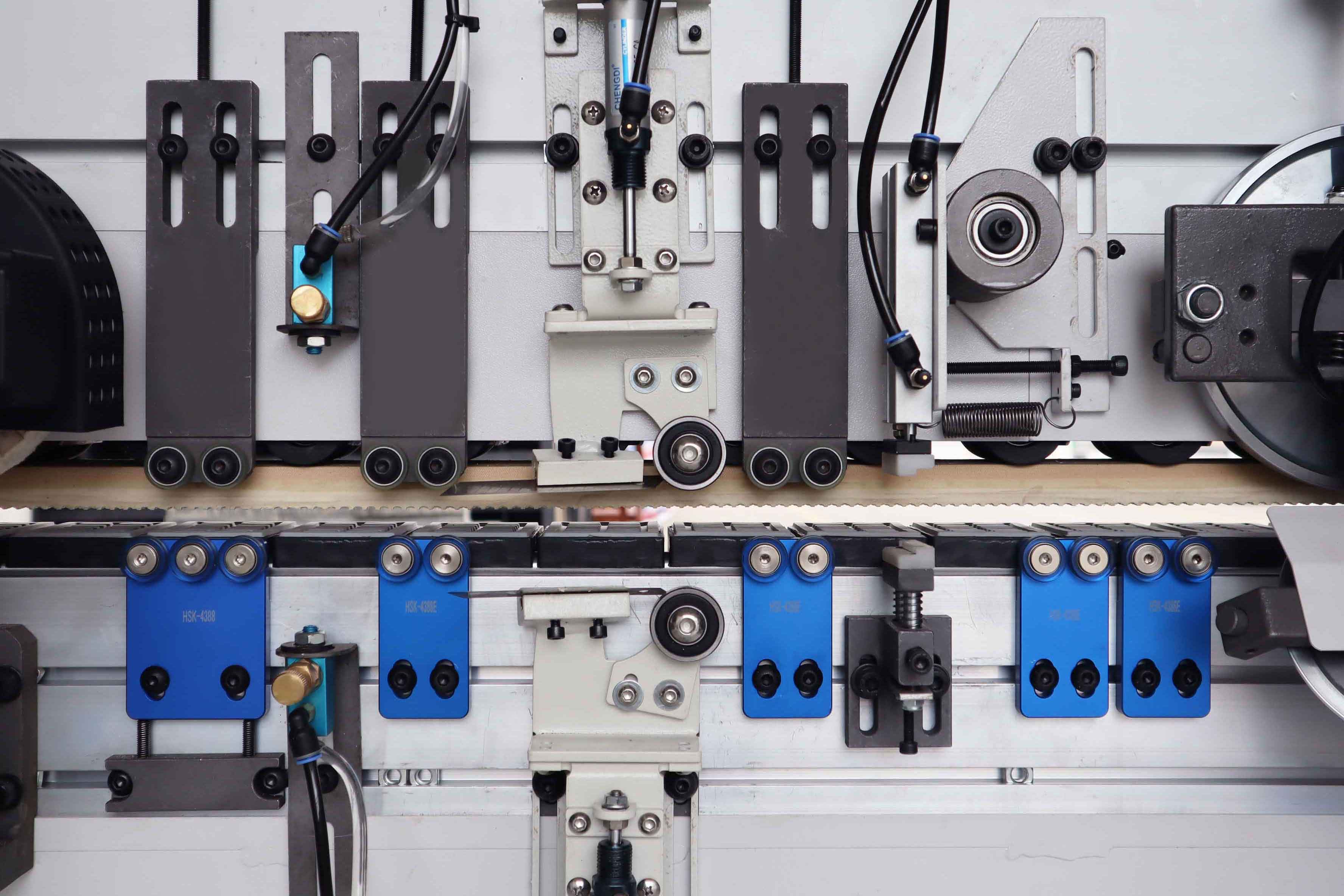
Торцовочный узел с независимыми двойными направляющими и тремя двигателями позволяет обеспечить меньшее расстояние между заготовками и уменьшить размер свесов.
Черновое снятие свесов + чистовое снятие свесов с пневмоперенастройкой, оснащен визуальным считывателем и может поддерживать два типа кромочных лент разной толщины. Легко переключаться между толстой и тонкой кромкой с помощью одной клавиши, чтобы решить проблему регулировки инструмента.
образцы продукции



Стандартная комплектация
-
Пульт управления
-
Узел нанесения разделительной жидкости
-
Узел прифуговки
-
Узел нанесения клея и приклеивания кромки
-
Узел лазерной облицовки кромкой
-
Узел финишной торцовки
-
Узлы чернового и чистового фрезерования свесов кромки
-
Узел скругления углов (ROUND)
-
Два узла кромочной цикли
-
Устройство для обрыва стружки
-
Узел клеевой цикли
-
Узел подачи очистительной жидкости
-
Полировальный узел
-
Двухрядный выдвижной суппорт с прорезиненными роликами
Дополнительные опции
- Разделительная жидкость ЛС 2/10
- Очистительная жидкость ЛС 2/10.
|
Скорость подачи, м/мин. |
LASER: ≤23 EVA/PUR: 20/23/26 |
|
Толщина заготовки, мм. |
LASER: 10-40 EVA/PUR: 10-60 |
|
Минимальные размеры заготовки, мм. |
LASER: 240x240 EVA/PUR: 120x80 |
|
Толщина кромочного материала, мм. |
LASER: 1 – 3 EVA/PUR: 0.4 - 3 |
|
Подъем/опускание прижимной балки |
Моторизированный |
|
Рабочее давление, МПа. |
0.6 |
|
Питание |
380В / 50Гц |
Отзывы

Рекомендуем



Станок форматно-раскроечный с подвижной кареткой ALTESA BLUE LINE PS 350 E2 MJ

 Италия/Китай
Италия/Китай




Гидравлический однопролетный пресс горячего прессования GHVP 6х100 (2500х1300)
 Италия/Китай
Италия/Китай

Форматно-раскроечный станок с подвижной кареткой ALTESA BLUE LINE PS 400
Италия/Китай
