











Характеристики:

 Южная Корея
Южная Корея
область применения
Автоматы продольного точения NEXTURN серии SA ХII предназначены для обработки заготовок в виде калиброванных прутков, где в качестве зажима используется цанговый патрон. NEXTURN SA XII являются высокопроизводительными станками, на которых можно с высокой скоростью обрабатывать прутки диаметром до 51 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей). Они можут использоваться как на крупносерийных и массовых, так и на малых и среднесерийных производствах.
преимущества
- Автоматы продольного точения NEXTURN серии SA XII имеют одну модификацию XII, и в зависимости от модели отличаются только размером максимально возможной для обработки заготовки;
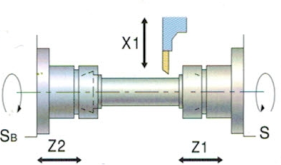
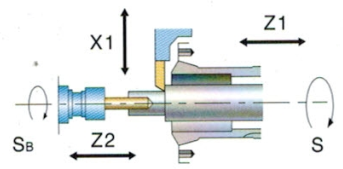
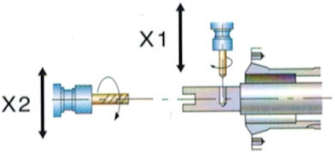
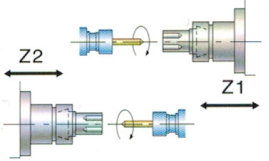
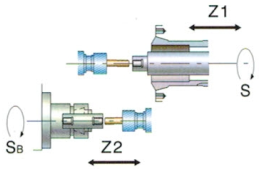
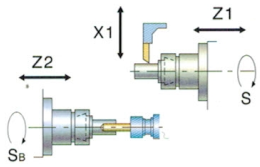
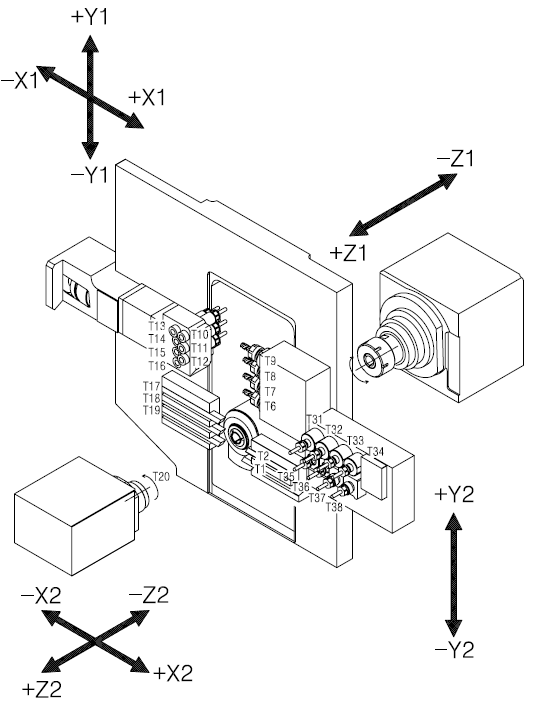
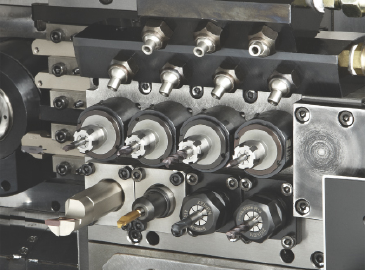
- Во всех моделях данной серии имеются приводные инструменты и противошпиндель, которые в совокупности с дополнительными осями X2 и Z2 позволяют производить одновременную обработку в обоих шпинделях. Также в дополнительную комплектацию станка включена ось Y2, позволяющая существенно расширить возможности обработки в противошпинделе.
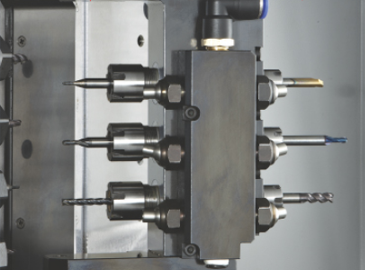
- При максимальном возможном количестве инструментов (опционально до 29 позиций) автомат продольного точения серии XII позиционируется как многофункциональный обрабатывающий центр для обработки прутковых заготовок;
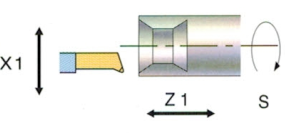
- Основным преимуществом автоматов продольного точения над токарными станками и автоматами является то, что в них используется подвижная шпиндельная бабка, которая производит продольную подачу заготовки вдоль оси шпинделя;
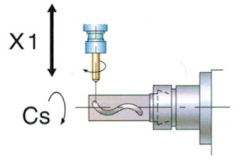
- Наличие приводных инструментов дает возможность обрабатывать фасонные поверхности и производить контурную фрезеровку;
- Благодаря входящему в конструкцию противошпинделю можно производить полный цикл обработки без вынесения отдельных операций на дополнительное оборудование.
Компоненты станка
- Линейные направляющие класса Р7 (Япония);
- Датчики позиционирования (Германия);
- Система ЧПУ Fanuc 31i-B5 (Япония);
- Податчик FEDEK GT-112 (Тайвань) – дополнительно;
- Уловитель масляного тумана Filtermist (Великобритания) – дополнительно;
Стандартная комплектация
- Система ЧПУ Fanuc 0i-TF Plus;
- Главный шпиндель (прямой build-in привод) и противошпиндель (ременной привод);
- Масляное охлаждение главного шпинделя;
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус – ось С;
- Интерфейс податчика прутка;
- Блок инструментов для наружной обработки в главном шпинделе на 6 позиций;
- Блок приводных инструментов для радиальной обработки на 3 позиции (модульные);
- Блок осевого инструмента для главного шпинделя – блок инструментов оси Y1 на 7 позиций (3 прив. + 4 фикс.);
- Блок инструментов для обработки в противошпинделе на 6 позиций (в стандарте 3 фикс. + 3 прив., опционально – см. список опций);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей с уловителем;
- Блокировка двери;
- Пневматический тормоз главного шпинделя и противошпинделя;
- Размер памяти 1 Мб;
- Винтовая интерполяция;
- Функция жесткого нарезания резьбы на обоих шпинделях;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройка длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Дополнительные опции
- Неподвижная направляющая втулка;
- Промыв отверстия противошпинделя СОЖ (маслом) по М-коду;
- Конвейер удаления стружки;
- Устройство выгрузки длинных деталей;
- Датчик контроля отрезки деталей (механический тип)
- Датчик контроля отрезки деталей (программируемый тип)
- Блок инструментов оси Y (4 позиции);
- MPG маховик (невыносной пульт);
- Трансформатор;
- Замена блока осевого инструмента для одновременной обработки в противошпинделе на 8 позиций (8 фикс. + ось Y2);
- Замена блока осевого инструмента для одновременной обработки в противошпинделе на 8 позиций (4 фикс. + 4 прив. + ось Y2);
- Замена блока осевого инструмента для одновременной обработки в противошпинделе на комбинированный (2 прив. модул. радиальные поз. + 2 прив. модул. осевые поз. + 2 фикс. осевые поз. + 2 поз. токарных резцов 12х12мм);
- Замена блока осевого инструмента для одновременной обработки в противошпинделе на комбинированный с осью Y2 (2 прив. радиальные поз. + 3 прив. осевые поз. + 3 фикс. осевые поз.)
- Податчик SUNNY551 S2 3.2м с каналом 48 мм, включая синхронизатор, телескоп и антивибрационное устройство;
- Цанга главного шпинделя SA45;
- Цанга люнетная SA45;
- Цанга противошпинделя SA45 (гладкая);
- Цанга противошпинделя SA45 (удлиненная);
- Цанга толкателя SUNNY551;
- Адаптер цангового патрона для многогранного прутка;
- Уловитель масляного тумана;
- Дополнительный фильтр для уловителя масляного тумана;
- Система подачи СОЖ высокого давления 30/70/120 бар;
- Подача СОЖ через инструмент (не более 2-х фикс. позиций);
- Автоматическая система пожаротушения;
- Замена позиции приводного инструмента на модульную WTO;
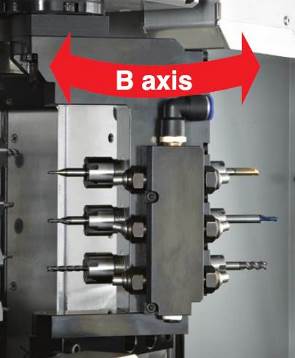
- Поворотный приводной блок на 3 поз – ось B (позиционная, Fanuc 0i-TF);
- Поворотный приводной блок на 3 поз – ось B (непрерывная, Fanuc 31iB5);
- Блок вихревого нарезания резьбы WTO;
- Блок дисковой фрезы для обработки в противошпинделе WTO;
- Исполнение станка для работы без направляющей люнетной втулки;
- Приспособление-фланец для работы станка без направляющей люнетной втулки;
- Винтовая интерполяция (функция Fanuc);
- Гарантия Fanuc 2 года;
- Дополнительная оснастка для устройства подачи прутка на различные диаметры прутков.
|
Наименование |
SA20XII |
SA32XII |
SA45XII |
SA51XII |
|
Макс. диаметр устанавливаемого прутка |
Ø20 мм |
Ø32 мм |
Ø45 мм |
Ø51 мм |
|
Макс. длина точения |
270 мм |
270 мм |
120 мм |
150 мм |
|
Макс. диам. сверления/резьбы в главном шпинделе |
Ø10 мм / М8 |
Ø12 мм / М10 |
Ø16 мм / М12 |
Ø20 мм / М16 |
|
Макс. диам. противошпинделя |
Ø20 мм |
Ø32 мм |
Ø45 мм |
Ø51 мм |
|
Макс. диам. сверления/резьбы в противошпинделе |
Ø8 мм / М6 |
Ø10 мм / М8 |
Ø13 мм / М10 |
Ø13 мм / М10 |
|
Макс. диам. радиального сверления/резьбы |
Ø8 мм / М6 |
Ø10 мм / М8 |
Ø13 мм / М10 |
Ø16 мм / М12 |
|
Макс. диам. дисковой фрезы |
Ø32 мм |
Ø40 мм |
Ø45 мм |
Ø50 мм |
|
Частота вращения главного шпинделя |
8 000 об/мин |
8 000 об/мин |
6 000 об/мин |
6 000 об/мин |
|
Частота вращения противошпинделя |
8 000 об/мин |
8 000 об/мин |
6 000 об/мин |
6 000 об/мин |
|
Частота вращения приводного инструмента |
6 000 об/мин |
6 000 об/мин |
6 000 об/мин |
6 000 об/мин |
|
Общее количество возможных инструментальных позиций |
25 (29) шт. |
25 (29) шт. |
13 (24) шт. |
13 (24) шт. |
|
Количество позиций для токарной (наружной) обработки в главном шпинделе |
8 шт. |
7 шт. |
5 шт. |
6 шт. |
|
Количество позиций радиального приводного инструмента |
8 шт. (из них 4 модульных поз.) |
8 шт. (из них 4 модульных поз.) |
4 шт. |
3 шт. |
|
Количество позиций осевого инструмента для главного шпинделя – блок инструментов оси Y1 (опция) |
3 шт. |
4 шт. |
7 шт. (3 прив. + 4 фикс.) |
7 шт. (3 прив. + 4 фикс.) |
|
Количество позиций торцевого инструмента для главного шпинделя |
2 шт. (опция 2 прив.) |
2 шт. (опция. 2 прив.) |
- |
- |
|
Количество позиций осевого инструмента для одновременной обработки в противошпинделе – блок инструментов оси Y2 |
4 шт. (2 прив. + 2 фикс.) |
|||
|
Размер инструмента в резцедержателе |
□12 ×12 ×120 |
□16 ×16 ×120 |
□20 ×20 ×125 |
□20 ×20 ×125 |
|
Ускоренные перемещения по осям X/Y/Z |
32 м/мин |
32 м/мин |
24 м/мин |
24 м/мин |
|
Позиционирование поворота оси С1 главного шпинделя |
0,001 градус |
|||
|
Позиционирование поворота оси С2 противошпинделя |
0,001 градус |
|||
|
Мощность двигателя главного шпинделя |
2,2 / 3,7 кВт |
3,7 / 7,5 кВт |
11 / 15 кВт |
13,2 кВт |
|
Мощность двигателя противошпинделя |
1,5 / 2,2 кВт |
1,5 / 2,2 кВт |
2,2 / 5,5 кВт |
11 / 15 кВт |
|
Мощность двигателя приводного инструмента |
1 кВт |
1 кВт |
1 кВт |
2,2 кВт |
|
Мощность двигателя по осям |
1 кВт |
|||
|
Контроллер |
Fanuc 0i-TF Plus |
|||
|
Количество управляемых осей |
8 шт. |
|||
|
Высота центров |
1000 мм |
1000 мм |
1100 мм |
1100 мм |
|
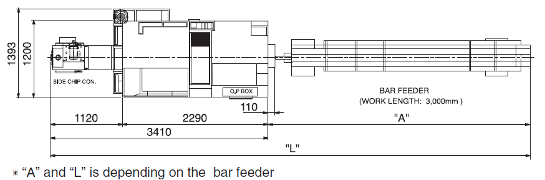
Габариты ДхШхВ |
2330×1350×1800 мм |
2330×1350×1800 мм |
2400×1350×1900 мм |
2600×1750×1900 мм |
|
Вес |
3 600 кг |
3 700 кг |
4 000 кг |
4 200 кг |
Отзывы

Рекомендуем


Аппарат ручной лазерной сварки IPG LIGHTWELD 1500
Токарный обрабатывающий центр с ЧПУ BLIN MACHINERY модели BL-S205M

 Китай
Китай


Механический профилегибочный станок NEDMACH NSB 40

 Турция
Турция
 Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.
Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.