


Характеристики:
область применения
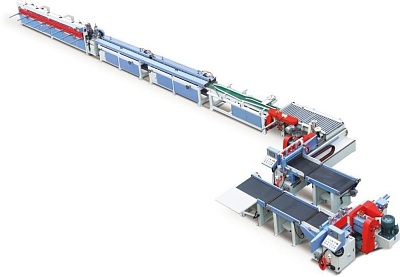
Предназначены для сращивания короткомерных брусков из древесины и отрезания полномерных заготовок по длине. Рекомендуются использовать при изготовления погоножа, клееного щита и бруса.
преимущества
особенности конструкции
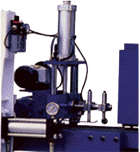
Станина с усиленными стойками позиции прессования

Cтанина коробчатой формы, прошедшая специальную термообработку, обеспечивает высокую жесткость всей конструкции пресса. Усиленные боковые стойки и балка на позиции прессования, предназначенные для крепления гидроцилиндра и верхнего прижима, обеспечивают восприятие высокого усилия прессования без деформации пресса. Достигается долговечность эксплуатации пресса без потери точностных параметров.
Двухпозиционный рабочий стол

На первой позиции рабочего стола осуществляется набор плети до жесткого упора с конечным выключателем. После торцовки в размер плеть передается на вторую позицию прессования, освобождая первую позицию для дальнейшего набора плети во время цикла опрессовки. Обеспечивается значительное сокращения общего цикла обработки заготовок и повышение производительности пресса.
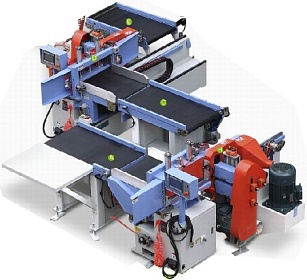
Конвейер подачи ламелей из магазина

Осуществляет непрерывную подачу ламелей из магазина на первую позицию с помощью конвейерной ленты. Конвейер подачи оснащен перенастраиваемыми боковыми направляющими, обеспечивающими надежную ориентацию заготовок в процессе перемещения с большой скоростью.
Механизм предварительного наживления ламелей
Подача ламелей с предварительным наживлением на минишип в пресс сращивания осуществляется с помощью приводных рифленых вальцов с пневматическим прижимом верхних вальцов. Обеспечивается беспрерывная подача и надежное формирование плети из ламелей с предварительным натягом, что гарантирует точную отрезку плети на заданный размер.
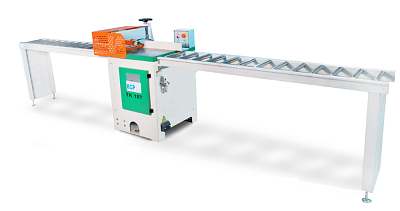
Торцовочный узел
Торцовочная пила установлена на шпинделе с высокоточными подшипниками и приводом от электродвигателя через клиноременную передачу. Подача пилы для отрезки набранной плети в размер осуществляется пневмоцилиндром с регулировкой скорости перемещения. Обеспечивается плавный подъем и ускоренный возврат узла в исходное положение, что сокращает время цикла на данной операции.
Ограждение пилы и прижим плети

Ограждение пилы в зоне торцовки обеспечивает безопасность работы и выполняет функцию прижима набранной плети в процессе торцовки. Перемещение осуществляется с помощью пневмоцилиндра.
Боковой ограничитель плети в зоне набора

Зона набора плети ограничивается боковой базовой линейкой и ограничительной балкой, настраиваемой, в зависимости от ширины заготовок, с помощью маховика и реечной передачи. Подъем и опускание балки осуществляется пневмоцилиндрами. На ограничительной балке имеются верхние прижимные плоские пружины. Обеспечивается более точное формирование плети по ширине и снижение припуска на дальнейшую обработку.
Сталкиватель плети в зону прессования

Перемещение набранной плети после торцовки в размер на позицию прессования осуществляется сталкивателем с приводом от пневмоцилиндров. Синхронизация движения линейки сталкивателя происходит с помощью реечной передачи.
Дополнительный пневмоцилиндр прижимакоротких ламелей в зоне прессования
Остающиеся после торцовки в размер короткие ламели досылаются и прижимаются к упору в зоне опрессовки с помощью дополнительного пневмоцилиндра с упором.
Боковой прижим плети
Прижим, перемещенной в зону прессования плети, осуществляется боковой линейкой с помощью пневмоцилиндров по всей плоскости заготовки к выдвижному упору. Обеспечивается надежное базирование плети.
Верхний прижим плети

Прижим плети в зоне прессования сверху осуществляется мощной балкой с помощью пневмоцилиндров. Обеспечивается надежная фиксация плети по пласти в процессе прессования с достаточно большим усилием.
Мощный гидроцилиндр прессования

Сращивание плетей по длине осуществляется с помощью гидроцилиндра прессования. Обеспечивается передача необходимого усилия на заготовки с заданным удельным давлением, настраиваемым на гидростанции. Обеспечивается сращивание по длине на минишип.
Прессование двух заготовок одновременно
За счет промежуточного выдвижного упора, расположенного на зубчатой рейке боковой базовой линейки в зоне набора, имеется возможность получать две сращенные плети различной длины с промежуточной торцовкой.
Встроенная гидростанция

Удобно встроенная в станину гидростанция с аппаратурой управления и регулирования обеспечивает надежную работу пресса и удобство его транспортирования и монтажа.
Пульт управления прессом

Эргономичный пульт управления, расположенный в зоне работы оператора, обеспечивает удобство наладки и управления работой пресса.
Компоненты станка
Предназначены для сращивания короткомерных брусков из древесины и отрезания полномерных заготовок по длине. Рекомендуются использовать при изготовления погоножа, клееного щита и бруса
Характеристика |
PSK-4500A (MHB1545A) |
|
Длина прессуемой заготовки (макс), мм |
4500 |
|
Ширина прессуемой заготовки, мм |
150 |
|
Высота прессуемой заготовки, мм |
10 - 75 |
|
Скорость подачи заготовок, м/мин |
30 - 60 |
|
Усилие прессования, кг |
6000 |
|
Количество электродвигателей, шт. |
2 |
Отзывы

Рекомендуем
Автоматическая линия торцевого сращивания HCM STARMAC-6 (HCS6000A)

Автоматическая шипорезная группа НСМ 150D SERVO (HMX3515-2 без пресса)

Станок для заточки дисковых пил с твердосплавными напайками VM 1630


Станок для заточки гильотинных ножей ZX

 Италия
Италия