
Характеристики:
область применения
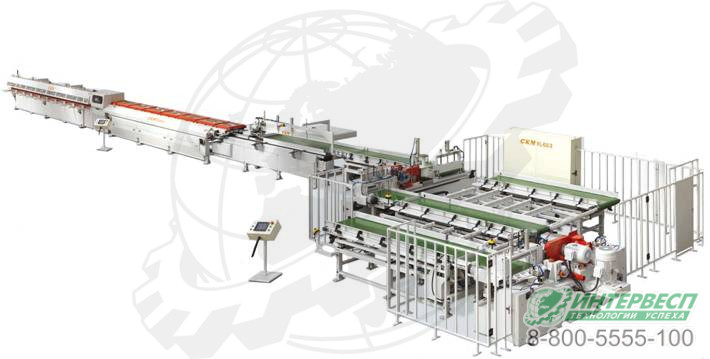
Автоматическая линия торцевого сращивания FL-03-3 разработана для высокопроизводительного технологического процесса сращивания по длине.преимущества
Автоматическая линия торцевого сращивания FL-03-3 обладает высокой прочностью конструкции, обеспечивающей стабильную работу оборудования на высоких скоростях подачи. Система автоматической подачи к правому и левому шипорезному станку имеет привод от серводвигателя, что значительно увеличивает эффективность ее работы. Традиционно высокое качество линий CKM обеспечит для новой модели CKM FL-03-3 сохранение надежности и производительности линии в течение всего срока эксплуатации. Линия сращивания FL-03-3 предоставляет пользователям значительно большие возможности, и обеспечивает повышение эффективности и улучшение качества сращивания по длине. Синхронизированный двухступенчатый процесс позволяет продолжить операции прессования и обрезки в размер готовой ламели непосредственно после ее удаления из пресса. Количество резов устанавливается с помощью концевых датчиков. Всего может быть установлено максимум четыре реза.Компоненты станка
Автоматическая линия торцевого сращивания FL-03-3 полностью автоматизирована. Она способна соединять как длинные, так и короткие заготовки. Линия обладает высокой скоростью работы, удобна в эксплуатации и позволяет достичь высокой производительности сращивания в сочетании с экономической эффективностью производства. Линия идеально подходит для сращивания как длинных, так и коротких заготовок- максимальная длина заготовки – 3 м;
- минимальная длина заготовки – 150 мм.
Дополнительные опции
Фото получаемой продукции

F-I03 Стол с одинарным ограждением
Загрузочный транспортировочный стол предназначен для непрерывной подачи заготовок в рабочую зону линии. Стол поднимается с помощью пневмоцилиндров
.jpg) |
|
F-I15 Стол с двойным ограждением
Загрузочный транспортировочный стол предназначен для непрерывной подачи заготовок в рабочую зону линии. Стол поднимается с помощью пневмоцилиндров
.jpg) |
|
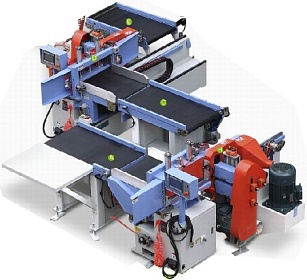
F-С06 Шипорезная установка (левый торец)
Выполняет четыре операции: подрезку, чистовую торцовку, нарезку шипов и нанесение
клея на левом торце заготовки
.jpg) |
|
Отличительные особенности F-С06
.jpg) |
Сервопривод подачи Системы подачи правой и левой установок имеют привод от сервомотора, что обеспечивает высокую скорость движения заготовок и повышает эффективность установки. Стол у правой и левой установки движется по высокоточным линейным направляющим, которые обеспечивают сверхплавное движение заготовок. |
.jpg) |
Левый шипорезный механизм Механизм выполняет следующие операции: подрезку, чистовую торцовку, нарезку шипов и нанесение клея. Подрезные пилы подрезают нижнюю и верхнюю поверхности заготовки для получения чистой кромки среза без сколов |
.jpg) |
Предварительная установка режущего инструмента Устройство для предварительной установки блока фрез расположено в правом шипорезном механизме для удобства сборки и настройки инструмента. |
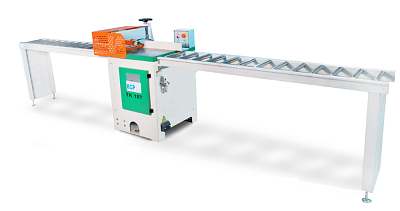
F-l07 Загрузочный транспортировочный стол
Предназначен для непрерывной подачи заготовок на линию
.jpg) |
|
F–T03-6 - Стенд предварительной сборки цепного типа
(транспортировочный стол с ограничением подачи)
В конструкции стенда для предварительной сборки ламелей предусмотрена цепная подача. Стенд позволяет получать ламели любой длины в диапазоне от 3 до 6 м.
На стенде происходит предварительное сжатие заготовок и обеспечивается возможность торцовки ламели на заданную длину с достаточной точностью как для соединений на горизонтальный, так и на вертикальный шип. Предварительная подпрессовка полностью синхронизирована с операцией торцовки ламелей на мерные длины.
.jpg) |
|
F-D01-3 Автоматический подающий стол (3 метра).
Располагается перед стендом предварительной сборки и выполняет поштучную последовательную подачу заготовок, устраняя необходимость в ручной работе оператора. Поверхности заготовок очищаются специальными вращающимися щетками Привод подачи осуществляется с помощью сервомотора.
.jpg) |
|
F-A03-6.6 Сборочный пресс
Сборочный пресс оснащен двумя гидроцилиндрами в передней и задней части пресса. Такая конструкция обеспечивает более мощное усилие прессование и сокращает время, затраченное на эту операцию. Кроме того, это гарантирует предельную прочность соединения по всей длине ламели. Сборочный пресс соединяет короткие заготовки в ламели длиной до 6800 мм.
.jpg) |
|
Основные этапы технологического процесса сращивания
.jpg)
1. Автоматическая подача заготовок на линию
2. Загрузка заготовок на стол автоматической подачи
3. Установка F-C05 формирование шипов на правом торце заготовок. Выполняемые операции: порезка торца, чистовая торцовка, нарезка зубчатых шипов.
4. Заготовки автоматически подаются к шипорезному станку для формирования шипов на левом торце.
5. Установка F-C06 формирует шипы на левом торце заготовок. Затем выполняется нанесение клея на левый торец заготовок.
6. Заготовки подаются на резервный конвейер, а затем на стол автоматической подачи.
7. Заготовки направляются на конвейер поштучной подачи.
8. Заготовки автоматически подаются к прессупредварительной сборки ламелей.
9. Предварительно собранные ламели подаются для торцовки на мерные длины.
10. Окончательное сращивание ламели выполняется с помощью мощного гидравлического пресса.
11. Заготовки подаются в буферную зону для выдержки
Отзывы

Рекомендуем
Автоматическая линия торцевого сращивания HCM STARMAC-6 (HCS6000A)

Автоматическая шипорезная группа НСМ 150D SERVO (HMX3515-2 без пресса)

Станок для заточки дисковых пил с твердосплавными напайками VM 1630

Четырехсторонний станок V-HOLD MB 521

 Китай
Китай
 Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.
Мы используем cookie. Они помогают нам понять, как вы взаимодействуете с сайтом.